Как правильно подобрать сверло под резьбу для метчика?

Содержание
- Выбор сверла: материал заготовки решает!
- Подбор сверла под метрическую резьбу: стандартные и мелкие шаги
- Подбор сверла под дюймовую цилиндрическую резьбу: американские и британские стандарты
- Подбор сверла под дюймовую коническую резьбу: NPT vs BSPT
- Свёрла под трапецеидальную резьбу
- Подбор сверла под бесстружечный метчик (раскатник)
- Полезные таблицы для подбора сверла под резьбу
Решили нарезать резьбу, подобрали метчик, взяли сверло... и столкнулись с проблемой: резьба получается либо слишком тугой, ломающей инструмент, либо болтается, не держит нагрузку. Корень проблемы чаще всего кроется в неправильно выбранном диаметре сверла для отверстия под резьбу.
Многие ошибочно полагают, что для нарезания внутренней резьбы метчиком можно использовать стандартное сверло, близкое по размеру к номиналу резьбы. Например, для резьбы М6 берут сверло на 6 мм или 5.5 мм. Это в корне неверно и приводит к печальным последствиям:
Слишком маленькое отверстие:
- Метчик работает на пределе: Ему необходимо вытеснить огромный объем материала, создавая огромное сопротивление.
- Высокий риск поломки: Хрупкие метчики (особенно из быстрорежущей стали) легко ломаются, особенно в глухих отверстиях. Вытащить обломок – отдельная сложная задача.
- Низкое качество резьбы: Резьба получается рваной, неполного профиля. Резьбовой стержень будет вкручиваться с огромным трудом или вовсе не вкрутится.
- Перегрев и быстрый износ: Трение резко возрастает, метчик быстро тупится.
Слишком большое отверстие:
- Неполная резьба: Метчик не может сформировать полный профиль витка. Глубина резьбы недостаточна.
- Слабое соединение: Резьбовой стержень (болт, шпилька) болтается, не обеспечивая надежного зацепления. Резьба легко срывается даже при небольших нагрузках.
- Потеря герметичности: В трубных соединениях это гарантированная течь.
Вывод: Использование "примерно" подходящего стандартного сверла – верный путь к порче заготовки, поломке дорогостоящего инструмента (метчика) и потере времени. Для качественной и надежной нарезки резьбы необходимо применять сверло строго определенного диаметра, рассчитанного или выбранного по таблицам для конкретного типа и размера метчика.
В этом руководстве мы подробно разберем, как правильно подобрать сверло для метчика под любую резьбу. Дадим понятные рекомендации, объясним принципы подбора, расскажем, как выбирать диаметр в зависимости от материала заготовки, и, конечно же, в конце материала предоставим удобные таблицы для быстрого выбора!
Выбор сверла: материал заготовки решает!

Правильный подбор сверла для метчика зависит не только от типа и размера резьбы, но и в первую очередь от материала, в котором вы будете нарезать внутреннюю резьбу. Использование неподходящего сверла приведет к его быстрому износу, перегреву и, как следствие, к неточному отверстию, что испортит всю последующую операцию нарезки.
Из чего должно быть сверло? Рекомендации по материалу инструмента
Мягкие материалы:
Проблема: Склонность к налипанию стружки, забиванию канавок сверла.
Решение: Выбирайте сверла из быстрорежущей стали (HSS, Р6М5). Они обладают хорошей стойкостью и относительно недороги. Для лучшего отвода стружки и уменьшения трения предпочтительны сверла с большим углом заточки и полированными канавками. Часто используются сверла с покрытием TiN (золотистые) или AlTiN – они уменьшают адгезию мягкого материала к режущей кромке.
Средние по твердости материалы:
Проблема: Повышенное сопротивление резанию, нагрев.
Решение: Оптимальны сверла из быстрорежущей стали с повышенной теплостойкостью (HSS-E, HSS-Co, Р6М5К5) или качественные HSS с износостойкими покрытиями (TiN, TiCN, TiAlN). Покрытия значительно увеличивают стойкость и позволяют работать на более высоких скоростях. Обязательно использовать охлаждающе-смазывающие жидкости (СОЖ)!
Твердые и абразивные материалы:
Проблема: Очень высокое сопротивление резанию, интенсивный износ, критичный перегрев.
Решение: Необходимо применять твердосплавные сверла. Они обладают высокой твердостью и теплостойкостью. Также хорошо зарекомендовали себя сверла HSS с качественными упрочняющими покрытиями (TiAlN, AlCrN) для менее экстремальных задач. Работа должна вестись на сниженных скоростях резания с обильной подачей СОЖ.
Важный финальный шаг: Зенковка!
Перед началом нарезания резьбы метчиком настоятельно рекомендуется обработать входную кромку отверстия зенковкой. Эта предварительная обработка решает несколько задач:
- Облегчает центрирование: Метчик гораздо легче входит в отверстие, снижая риск перекоса.
- Обеспечивает лучший ввод: Первые витки резьбы формируются более качественно и полно.
- Улучшает качество резьбы: Снижается вероятность сколов и задиров на входе в отверстие.
- Повышает надежность: Гарантирует правильное положение и точность нарезаемой резьбы.
Подбор сверла под метрическую резьбу: стандартные и мелкие шаги

Метрическая резьба — самый распространённый тип резьбы, применяемый в машиностроении, приборостроении и бытовом крепеже. Метчики(https://garwin.ru/catalog/metchiki-metricheskie-1/?erid=2VfnxyG2KhJ ) для такой резьбы обозначаются буквой М и числом, указывающим на номинальный диаметр в миллиметрах (например, М6, М8, М10).
Чем отличаются резьбы с крупным (стандартным) и мелким шагом?
- Стандартный шаг (М) – основной, наиболее распространённый вариант. Например, для М8 стандартный шаг — 1.25 мм.
- Мелкий шаг (Mf) – используется в тонкостенных деталях, высоконагруженных соединениях и для точной регулировки.
Чем меньше шаг, тем больше витков на единицу длины и выше прочность соединения, но ниже скорость нарезания.
Как подобрать сверло под метрическую резьбу?
Для бытовых нужд можно воспользоваться упрощённой формулой: “Диаметр сверла = Номинальный диаметр резьбы – Шаг резьбы”.
Пример: Для М10×1.5 → 10 – 1.5 = 8.5 мм
ВАЖНО! Данный метод подходит только для стандартных шагов и даёт примерный размер, не учитывая класс точности и материал. Поэтому для профессиональной работы необходимо использовать таблицы ГОСТ или данные производителя метчиков.
Подбор сверла под дюймовую цилиндрическую резьбу: американские и британские стандарты

Почему с дюймовой резьбой сложнее?
В отличие от метрической, метчики для дюймовой резьбы имеют множество стандартов, которые различаются по шагу, углу профиля и назначению. Условно их можно разделить на американские и британские.
- Британские стандарты чаще начинаются с буквы "B" (например, BSW, BSP).
- Американские стандарты обычно содержат "U" (UN, UNC, UNF).
Основные стандарты:
- BSW (British Standard Whitworth) - базовый британский стандарт с крупным шагом;
- BSF (British Standard Fine) - британская резьба с уменьшенным шагом;
- BSP (часто обозначается просто литерой “G”) (British Standard Pipe) - цилиндрическая трубная резьба;
- UN (Unified National) - универсальный американский стандарт;
- UNC (Unified National Coarse) - американская резьба с крупным шагом;
- UNF (Unified National Fine) - американская резьба с мелким шагом.
Подбор сверла под дюймовую коническую резьбу: NPT vs BSPT

Дюймовая коническая резьба — это особый тип соединения, где резьба сужается по длине (конусность 1:16), создавая герметичный стык без дополнительных уплотнителей. Основные сферы применения:
- Трубопроводы высокого давления;
- Гидравлические системы;
- Топливные магистрали;
- Пневматическое оборудование.
Два основных стандарта:
Американский стандарт NPT (National Pipe Taper):
- Угол профиля 60°;
- Конусность 1:16 (62.5 мм на метр);
- Обозначается как NPT 1/8, NPT 1/4 и т.д.;
- Шаг измеряется в нитках на дюйм.
Британский/международный стандарт BSPT (British Standard Pipe Taper):
- Угол профиля 55°;
- Такая же конусность 1:16;
- Обозначается как R 1/8, R 1/4.
Свёрла под трапецеидальную резьбу

Трапецеидальная резьба — это резьба с профилем в форме равнобедренной трапеции (угол между боковыми сторонами обычно 30°). Она используется в механизмах, где важно передавать движение и усилие с минимальными потерями на трение:
- Ходовые винты станков и прецизионного оборудования
- Передающие механизмы (домкраты, прессы, регулировочные узлы)
- Силовые передачи в промышленных машинах
- Редукторы и другие устройства с преобразованием вращательного движения в линейное.
Подбор сверла под бесстружечный метчик (раскатник)

Бесстружечный метчик (раскатник) — это инструмент для холодного накатывания резьбы без снятия стружки. В отличие от классического метчика, который режет металл, раскатник пластически деформирует материал, формируя резьбу за счет вдавливания.
Принцип работы:
- Метчик вдавливается в предварительно подготовленное отверстие.
- Металл не срезается, а вытесняется, образуя гладкие и прочные витки.
- Готовая резьба имеет упрочненную поверхность за счет наклепа.
Где применяется?
- Массовое производство (автомобилестроение, электроника).
- Мягкие и вязкие металлы (алюминий, медь, низкоуглеродистые стали).
- Тонкостенные детали, где нельзя допускать ослабления материала срезанием стружки.
Главное отличие от обычных метчиков — диаметр отверстия должен быть значительно больше, так как металл не удаляется, а вытесняется в выступы резьбы.
Полезные таблицы для подбора сверла под резьбу
Как и обещали, в конце материала прикрепляем таблицы, сверяясь с которыми, вы никогда не ошибётесь в выборе размера сверла под любую резьбу.
Таблица 1. Рекомендуемые размеры свёрл под метрическую резьбу (стандартный и мелкий шаг)
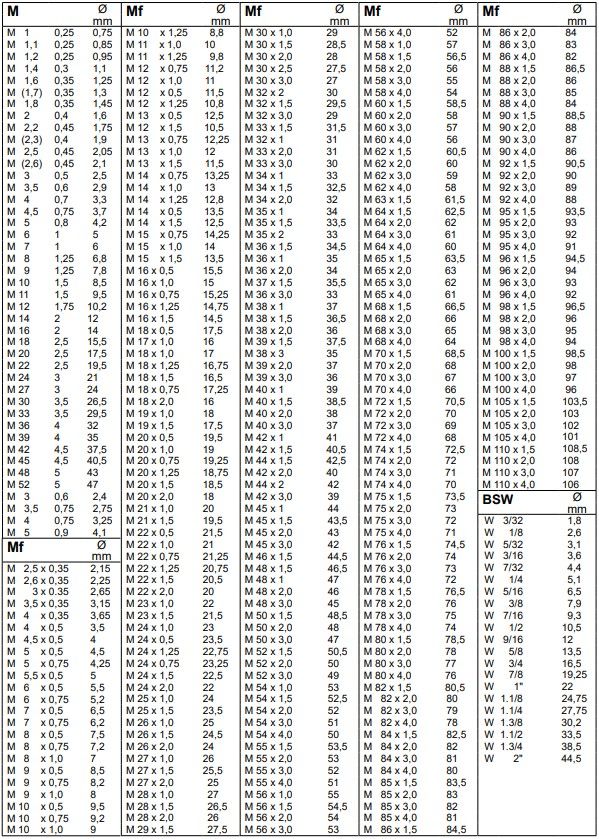
Таблица 2. Рекомендуемые размеры свёрл под дюймовую и трапецеидальную резьбу
Дюймовые резьбы основных типов, трапецеидальная резьба, а также “экзотические” типы резьб, которые встречаются нечасто, но могут пригодиться.
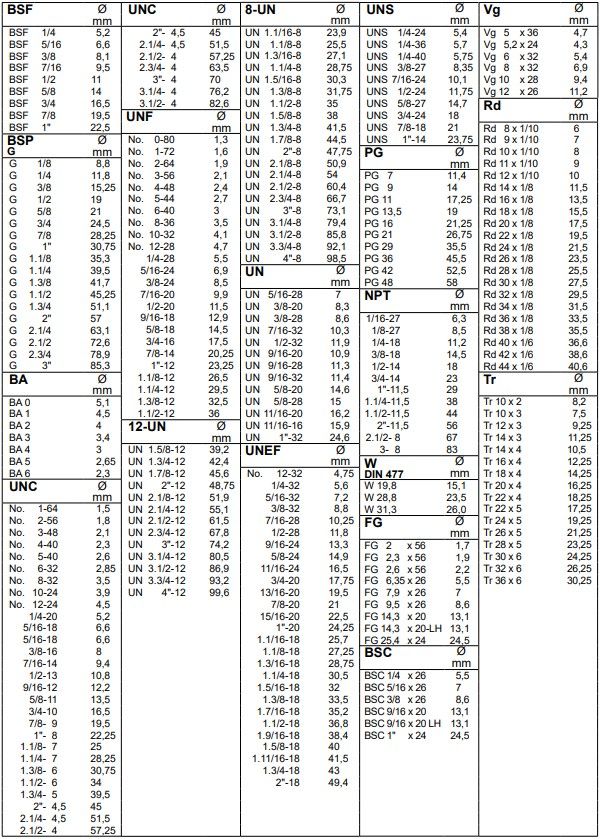
Таблица 3. Диаметры отверстий под метчики-раскатники (метрическая резьба крупный шаг)
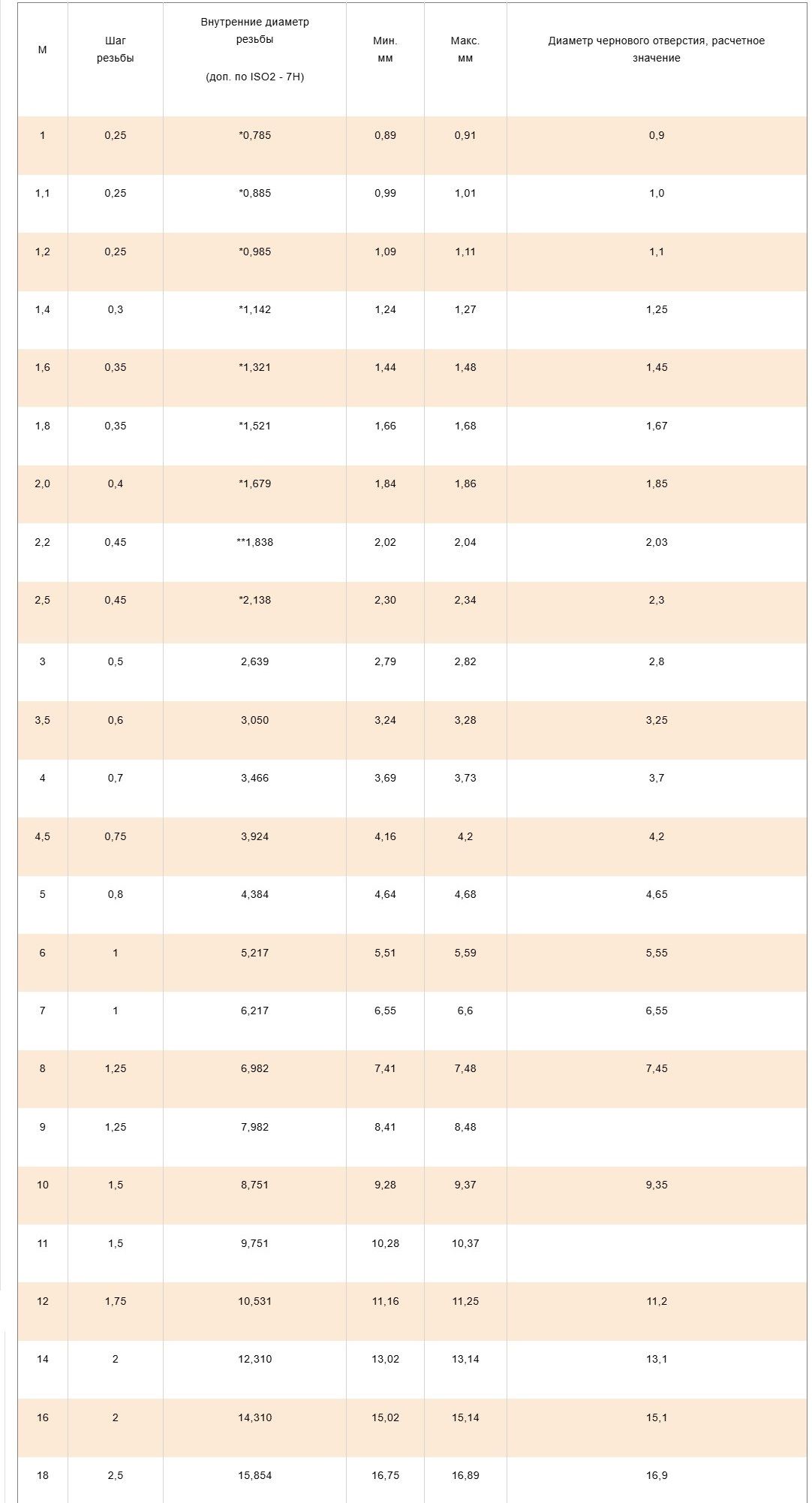
Таблица 4. Размеры отверстий под раскатники (метрическая резьба, мелкий шаг)
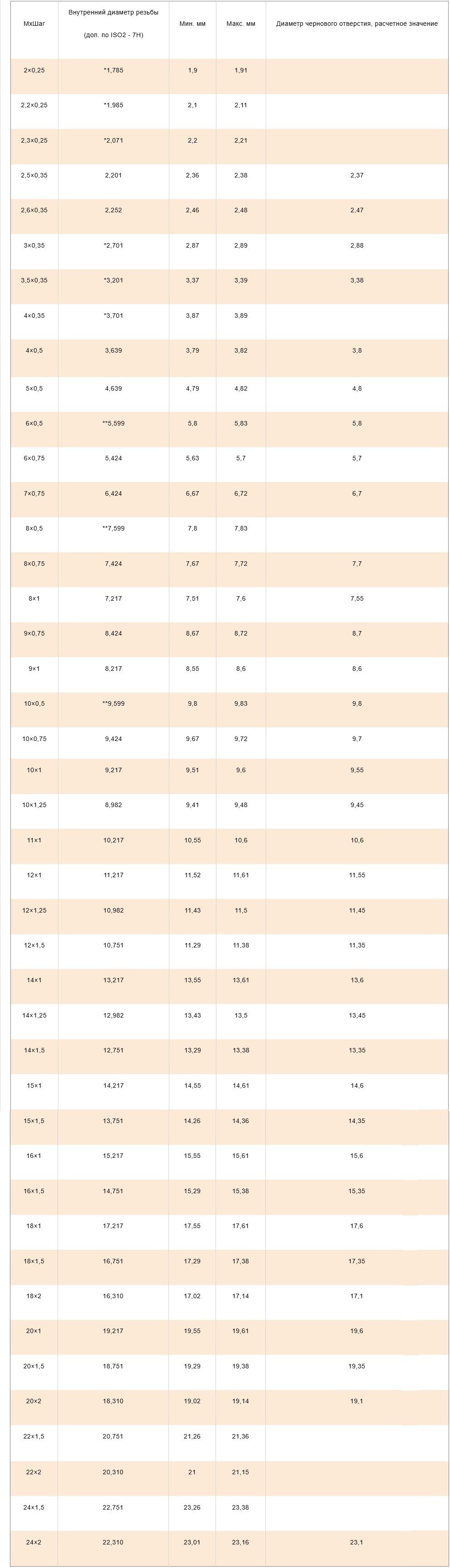
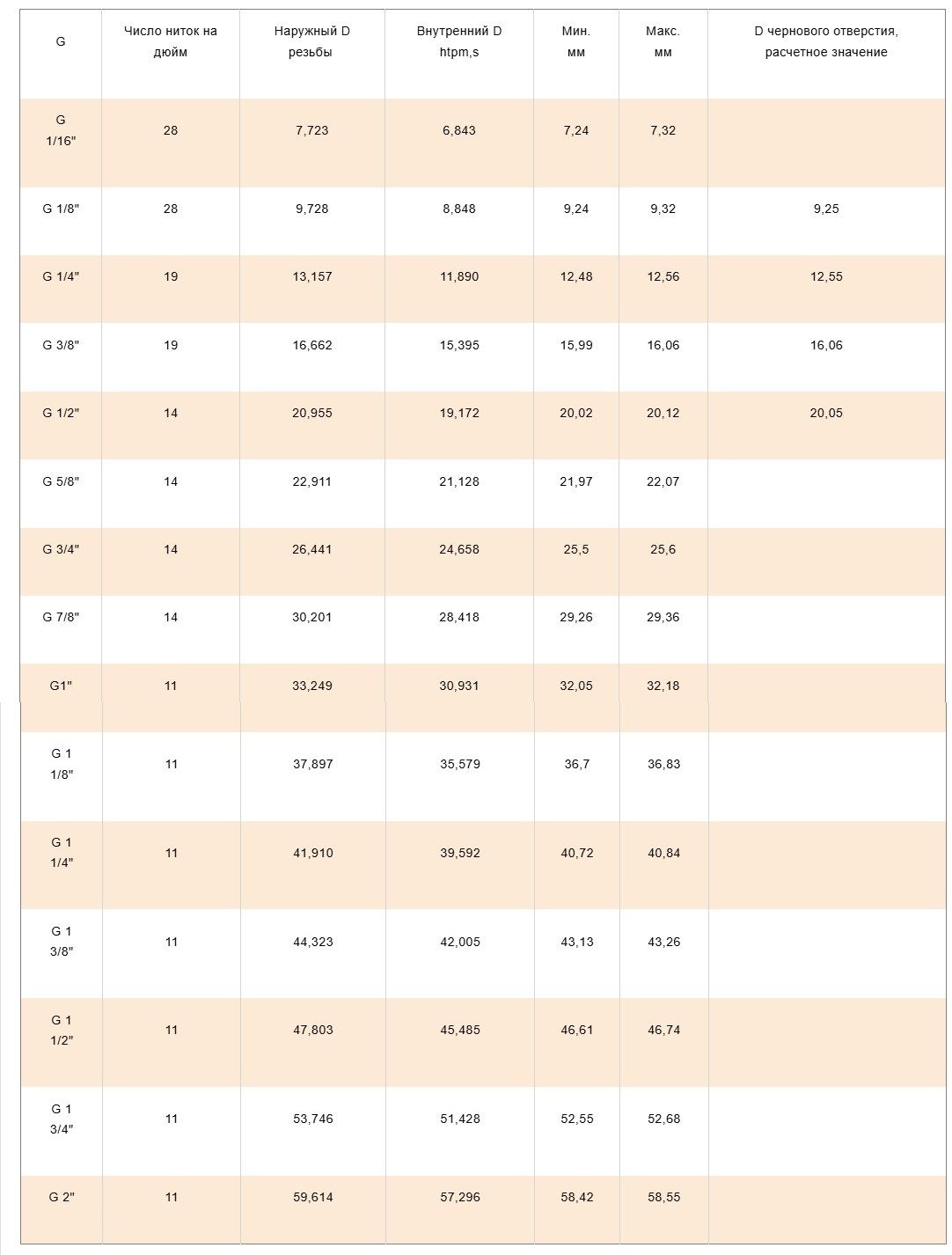
Таблица 5. Диаметры под раскатники (трубная резьба Витворта)
Реклама. ООО "СПРАУТ" ИНН: 7816654160


